




1. Кыскача маалымат
Ички түтүк жука резинадан жасалган, ал эми өндүрүш процессинде кээ бир калдыктар сөзсүз түрдө пайда болот, аларды сырткы дөңгөлөк менен салыштырууга болбойт, бирок анынклапандарбүтүн бойдон сакталат жана бул клапандарды кайра иштетүүгө жана ички түтүк өндүрүү үчүн кайра колдонууга болот. Биздин компания ички түтүк клапандарын кайра иштетүү жана кайра колдонуу боюнча бир катар эксперименттерди жүргүздү, бирок кайра иштетилген клапандардын сырткы көрүнүшүнүн сапаты начар жана клапандын негизи менен резина төшөктүн ортосундагы байланыш күчү төмөн, ошондуктан аларды колдонуудан мурун кайра колдонуу керек.
Бул иш калдыктарды азайтуу жана ишканалардын экономикалык пайдасын жакшыртуу максатында калдыктарды жана бузулган ички түтүк клапандарын кайра иштетүү процессин жакшыртат.
2. Көйгөйлөрдү талдоо
Баштапкы жана кемчиликтүү калдыктарды кайра иштетүү процессиички түтүк клапандарытөмөнкүдөй: калдыктар жана бузук ички түтүк клапандары → өрттөө → кислота менен иштетүү → бир режимдүү вулканизация (жабышчаак төшөмөлөр) → резина төшөмөлөрдөгү кылдар.
Жогоруда айтылган процесстин көйгөйлөрү төмөнкүлөр.
(1) Таштандыларды өрттөө жана ички түтүк клапандарынын бузулушу айлана-чөйрөнүн олуттуу булганышына алып келет. Кайра иштетилген клапандын корпусу оңой эле деформацияланат жана кир көрүнүшкө ээ болот. Аны кислота менен иштетүү учурунда тазалоо кыйын жана башка процесстерге булгануу коркунучу бар.
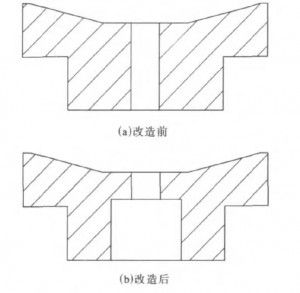
(2) Клапанды алып салууну жана алып салууну жеңилдетүү үчүн, вулканизациялоочу калыптын баштапкы дизайны бир калыптан турат жана 3 бөлүккө бөлүнөт. Бир режимдүү вулканизациялоо көп убакытты талап кылат, натыйжалуулугу төмөн, эмгек сыйымдуулугу жогору жана энергия керектөө жогору, ал эми вулканизацияланган клапандын сырткы бетинде ашыкча резина тилкелери пайда болот, резина ооздун оозун ороп калат жана клапандын сырткы көрүнүшүнүн сапаты талаптарга жооп бербейт. Желим төшөктүн жабышкактыгы да туруктуу эмес.
(3) Резина төшөкчөсүн кол менен кыл менен тегиздөөдө эмгектин көптүгү, натыйжалуулуктун төмөндүгү жана кыл менен тегиздөөчү беттин тегиз эместиги сыяктуу көйгөйлөр бар, бул резина төшөкчө менен ички түтүкчөнүн резина материалынын байланышына таасир этет.
3 Жакшыртуу эффектиси
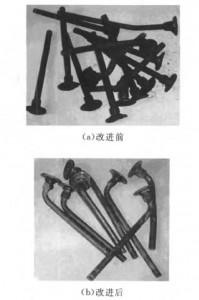
2-сүрөттө кийинки процессти жакшыртуудан мурун жана андан кийин калыбына келтирилген сопло корпусу көрсөтүлгөн. 2-сүрөттөн жакшыртылган процесс менен иштетилген сопло корпусу таза жана сопло корпусу дээрлик бүтүн экени көрүнүп турат. Жакшыртылган процесс менен колдонулган кислотанын жана суунун көлөмү азаят, айлана-чөйрөнүн булганышы азаят, ал эми кесилген резина төшөкчөсүн кайра иштетип, калыбына келтирилген резина өндүрүүгө болот.
Жакшыртуудан мурун, калыптын жылуулук өткөрүмдүүлүгү начар жана вулканизация 15 мүнөткө созулат. Учурдагы жалпак вулканизатордун иштөө шарттарына ылайык, бир убакта 4 гана клапанды вулканизациялоого болот, ал эми саатына болжол менен 16 клапанды чыгарууга болот, бул калыпты жүктөө убактысын камтыбайт. Модификацияланган айкалышкан калып менен вулканизациялоо 5 мүнөт гана талап кылынат, ар бир жолу 25 клапанды вулканизациялоого болот жана саатына болжол менен 300 клапанды чыгарууга болот. Аны орнотуу жана бөлүп-жаруу оңой, ал эми эмгек сыйымдуулугу төмөн.
Модификацияланган калып жана резинадан тазалоочу машина менен түз жана ийри клапандарды жасоого болот жана процесстин шарттары бирдей. Жакшыртылган процесс менен кайра иштетилген жана кайра колдонулган клапандар менен жаңы клапандардын ортосунда сырткы көрүнүшүндө жана ички сапатында эч кандай айкын айырмачылык жок. Сыноонун жыйынтыктары көрсөткөндөй, клапандын негизи менен жакшыртылган процесс менен кайра иштетилген резина төшөктүн ортосундагы орточо байланыш күчү 12,8 кН м-1, ал эми жаңы клапандын негизи менен резина төшөктүн ортосундагы орточо байланыш күчү 12,9 кН м-1 түзөт, ишкананын стандарттары байланыш күчү 7 кН·м-1ден кем болбошу керек деп талап кылат.
Он жылдан ашык тездик менен өнүгүп келе жаткан Кытайдын клапан өнөр жайы дүйнө жүзүн ээлеп алды. Учурда менин өлкөмдүн клапан өндүрүшү дүйнөдөгү клапандардын жалпы өндүрүшүнүн 70% дан ашыгын түзөт жана дүйнөдө клапандарды өндүрүү жана сатуу боюнча биринчи орунда турат. Ички жана эл аралык рыноктордун муктаждыктарын канааттандыруу үчүн, түтүксүз клапандардын көлөмү акырындык менен өстү. 2015-жылы түтүксүз клапандарды чыгаруу клапандардын жалпы өндүрүшүнүн жарымынан көбүн түздү. Ички рыноктун чоң суроо-талабы тармактын өнүгүшүнө тынымсыз түрткү берип жатат.
Клапан рыногундагы суроо-талап негизинен OEM рыногуна жана AM рыногуна бөлүнөт. Акыркы маалыматтар аба клапаны автомобиль дөңгөлөк модулунун маанилүү коопсуздук бөлүгү экенин көрсөтүп турат. Ал көп убакыттан бери сырткы таасирлерге дуушар болгондуктан, ар кандай катаал экологиялык эрозияларга туруштук бериши керек. Клапандар, адатта, жылдык текшерүүлөрдө жана дөңгөлөктөрдү алмаштырууда алмаштырылат, ошондуктан AM рыногунда клапандарга болгон суроо-талап OEM рыногундагыга караганда алда канча жогору.
4. Эпилог
Технологиянын жакшырышы менен, клапандын корпусу деформацияланбаса, аны кайра иштетүүгө болот. Кайра иштетилген аба клапандарынын сапаты колдонуу талаптарына жооп берет, бул чийки затты жана энергияны керектөөнү азайтып, ички түтүктөрдүн өндүрүш наркын төмөндөтүп, ишканалардын экономикалык пайдасын жакшыртат.
Жарыяланган убактысы: 2022-жылдын 2-декабры
